






产品分类 更多>>



英标H型钢材料:
我们通常以碳的含量在2%以上的叫“生铁”,低于这个数值的叫“钢”。在冶炼钢铁的过程中,含铁的矿石先在鼓风炉(blastfurnace)(高炉)中被冶炼成熔融生铁,而后熔融生铁再放到炼钢炉(steelmakingfurnace)中精炼成钢。生产钢铁所需要的原料分成四大类来分别讨论:类讨论的是各种含有铁质的矿石原料;第二类是煤和焦炭;第三类则讨论在冶炼的过程中用来制造熔碴(sl*g)的熔剂(或称助熔剂flux),如石灰石等;最后一类是各种辅助原料,如废钢料(scrap)、氧气等。
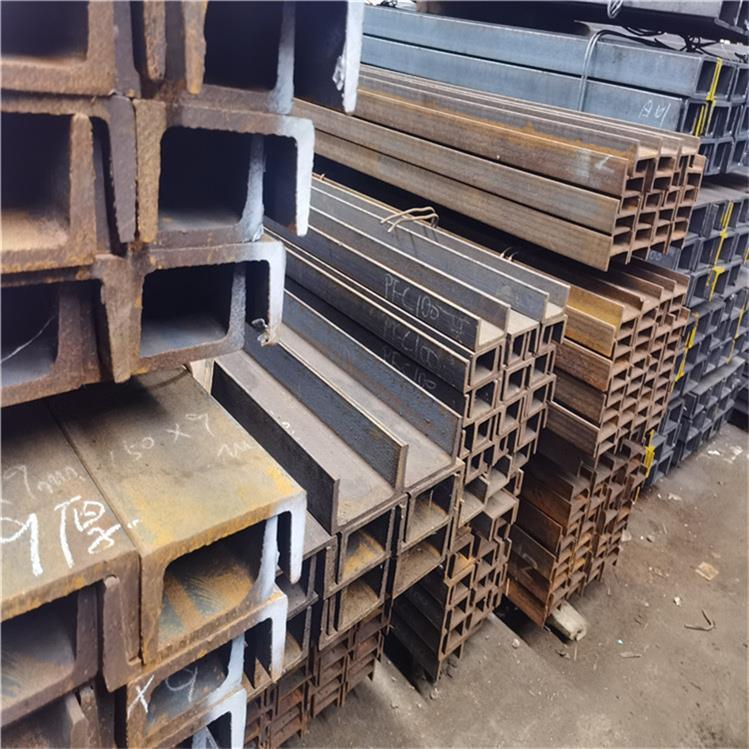
一、UB610*229*125英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢我国普通低合金钢是充分利用我国丰富资源,摆脱镍、铬的束缚而发展起来的一个独立的低合金钢系 统。如今我国不炼出了不含镍、铬的的低合金钢,而且利用我国丰富资源,创造了很多在性能优良的新钢种,在钢种发展上开创了崭新的局面。
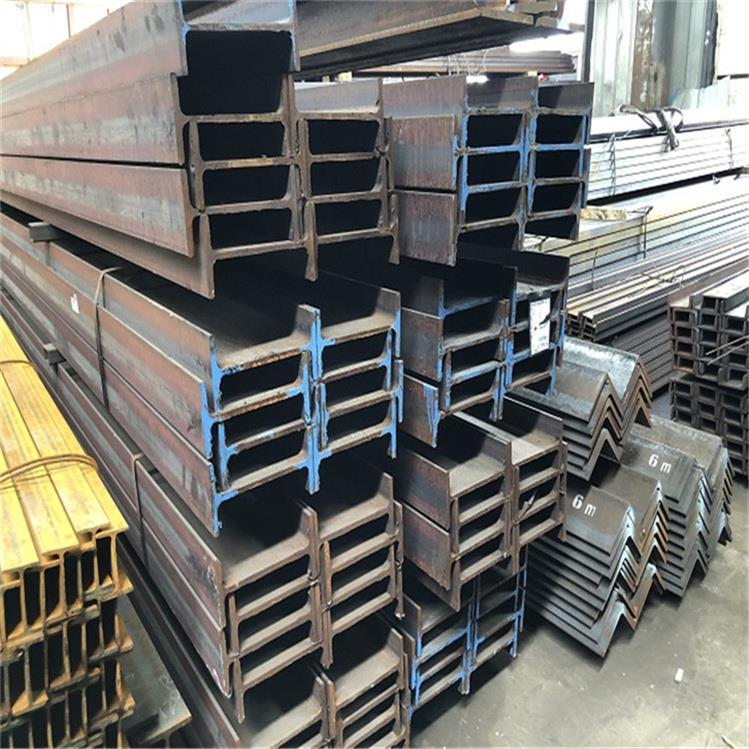
二、UB610*229*125英标H型钢热扎工艺手段:(1)热轧能显着降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗。 对柱型钢的节点处理
四、UB标H型钢规格型号表:

钢铁冶金:经过实践检验,该工艺在产生壁厚大于1mm的钢管时质量尚可,但在生产壁厚小于8mm的钢管时通过定径、张减不能完全消除穿孔毛管的螺旋线,影响了钢管的外观质量。在随后的改造中不得不在穿孔机于定减径机之间增设了一台MINI-MPM(4机架)来确保产品质量。2各热轧机组生产工艺过程特点我们通常将毛管的壁厚加工称之为轧管。轧管是钢管成型过程中最重要的一个工序环节。这个环节的主要任务是按照成品钢管的要求将厚壁的毛管减薄至与成品钢管相适应的程度,即它必须考虑到后继定、减径工序时壁厚的变化,这个环节还要提高毛管的内外表面质量和壁厚的均匀度。围本标准规定了公称压力PN为.2.1.、1.2.5和4.MPa的平面、突面板式平焊钢制管法兰的型式和尺寸。本标准适用于公称压力PN.25~PN4.MPa的平面、突面板式平焊钢制管法兰。用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。GB/T9112—2钢制管法兰类型与参数GB/T9124—2钢制管法兰技术条件3法兰的型式与尺寸3.1PN.2PN.PN1.、PN1.PN2.5和PN4.MPa平面板式平焊钢制管法兰的型式应符合图1的规定,尺寸应符合表1~表6的规定。2PN.2PN.PN1.、PN1.PN2.5和PN4.MPa突面板式平焊钢制管法兰的型式应符合图2的规定,尺寸应符合表1~表6的规定。兰的技术要求4.1法兰的技术要求应符合GB/T9124的规定。2法兰在不同温度下的无冲击工作压力应符合GB/T9124—2附录A(标准的附录)的规定。3法兰的焊接接头型式和坡口尺寸应符合GB/T9124—2附录B(提示的附录)的规定。
我们通常以碳的含量在2%以上的叫“生铁”,低于这个数值的叫“钢”。在冶炼钢铁的过程中,含铁的矿石先在鼓风炉(blastfurnace)(高炉)中被冶炼成熔融生铁,而后熔融生铁再放到炼钢炉(steelmakingfurnace)中精炼成钢。生产钢铁所需要的原料分成四大类来分别讨论:类讨论的是各种含有铁质的矿石原料;第二类是煤和焦炭;第三类则讨论在冶炼的过程中用来制造熔碴(sl*g)的熔剂(或称助熔剂flux),如石灰石等;最后一类是各种辅助原料,如废钢料(scrap)、氧气等。
一、UB610*229*125英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢我国普通低合金钢是充分利用我国丰富资源,摆脱镍、铬的束缚而发展起来的一个独立的低合金钢系 统。如今我国不炼出了不含镍、铬的的低合金钢,而且利用我国丰富资源,创造了很多在性能优良的新钢种,在钢种发展上开创了崭新的局面。
二、UB610*229*125英标H型钢热扎工艺手段:(1)热轧能显着降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少了金属变形的能量消耗。 对柱型钢的节点处理
四、UB标H型钢规格型号表:
钢铁冶金:经过实践检验,该工艺在产生壁厚大于1mm的钢管时质量尚可,但在生产壁厚小于8mm的钢管时通过定径、张减不能完全消除穿孔毛管的螺旋线,影响了钢管的外观质量。在随后的改造中不得不在穿孔机于定减径机之间增设了一台MINI-MPM(4机架)来确保产品质量。2各热轧机组生产工艺过程特点我们通常将毛管的壁厚加工称之为轧管。轧管是钢管成型过程中最重要的一个工序环节。这个环节的主要任务是按照成品钢管的要求将厚壁的毛管减薄至与成品钢管相适应的程度,即它必须考虑到后继定、减径工序时壁厚的变化,这个环节还要提高毛管的内外表面质量和壁厚的均匀度。围本标准规定了公称压力PN为.2.1.、1.2.5和4.MPa的平面、突面板式平焊钢制管法兰的型式和尺寸。本标准适用于公称压力PN.25~PN4.MPa的平面、突面板式平焊钢制管法兰。用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准版本的可能性。GB/T9112—2钢制管法兰类型与参数GB/T9124—2钢制管法兰技术条件3法兰的型式与尺寸3.1PN.2PN.PN1.、PN1.PN2.5和PN4.MPa平面板式平焊钢制管法兰的型式应符合图1的规定,尺寸应符合表1~表6的规定。2PN.2PN.PN1.、PN1.PN2.5和PN4.MPa突面板式平焊钢制管法兰的型式应符合图2的规定,尺寸应符合表1~表6的规定。兰的技术要求4.1法兰的技术要求应符合GB/T9124的规定。2法兰在不同温度下的无冲击工作压力应符合GB/T9124—2附录A(标准的附录)的规定。3法兰的焊接接头型式和坡口尺寸应符合GB/T9124—2附录B(提示的附录)的规定。





















